КОРОТКО О СТАТЬЕ
В статье мы рассмотрим возможности MES подсистемы 1С:ERP для планирования производства. В качестве иллюстрации взят пример производства фильтров для воды. Полный текст кейса можно скачать по ссылке:Особенности производства
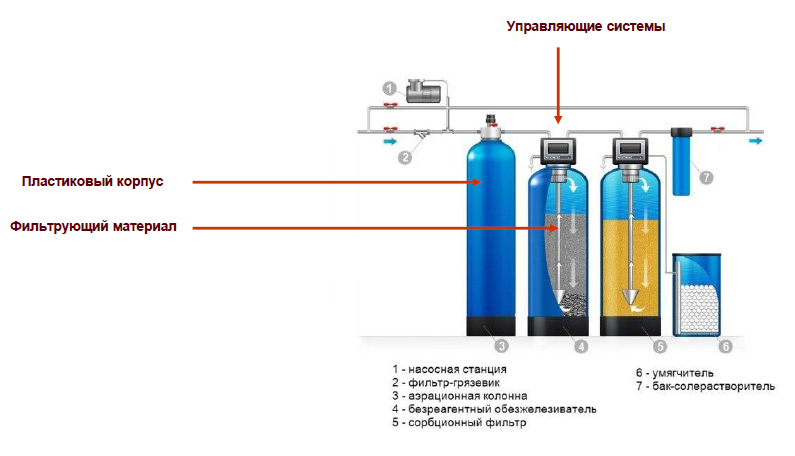
ООО «Вода» производит системы очистки воды. Для станций очистки воды требуются пластиковые корпуса, различные фильтрующие материалы и мембраны, управляющие системы. Поэтому в компании выделено 4 цеха : цех пластиковых изделий, цех фильтрующих материалов, цех управляющих систем и сборочный цех.
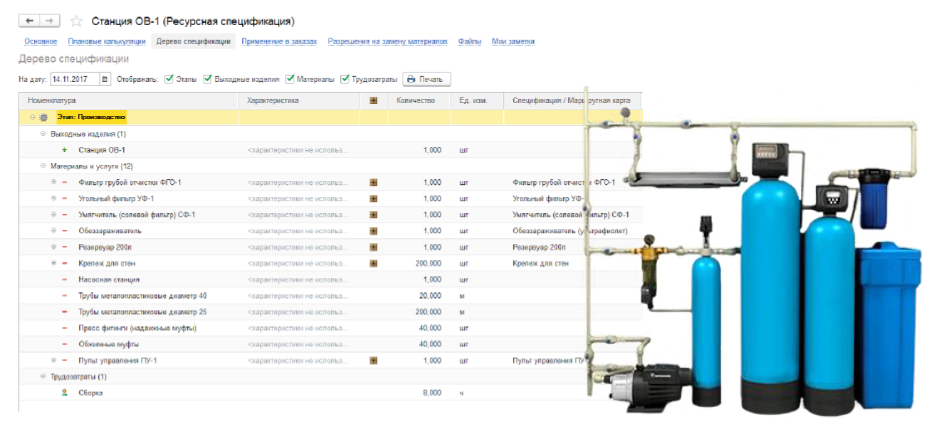
Наш пример будет связан со станцией очистки воды «ОВ1». Спецификация «Станции ОВ1» имеет несколько уровней вложенности. В состав изделия входят полуфабрикаты собственного производства, покупные комплектующие и материалы.
Шаги примера
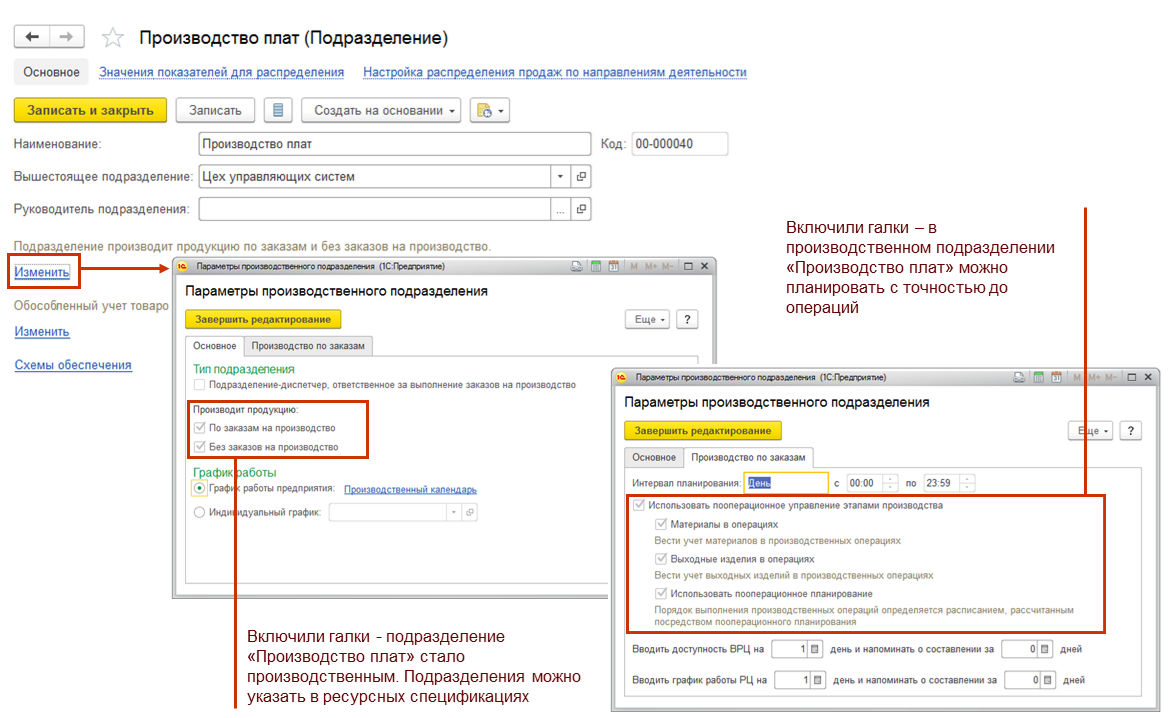
В полном тексте статьи вы найдете следующие шаги сквозного примера:- Ввод подразделений
- Ввод информации о видах рабочих центров и рабочих центрах
- Ввод маршрутных карт
- Ввод ресурсных спецификаций
- Создание заказов на производство (уровень межцехового управления)
- Формирование этапов производства (уровень межцехового управления)
- Планирование этапов производства (уровень межцехового управления)
- Расчет пооперационного расписания (уровень цехового управления)
- Расчет различных моделей планирования (уровень цехового управления)
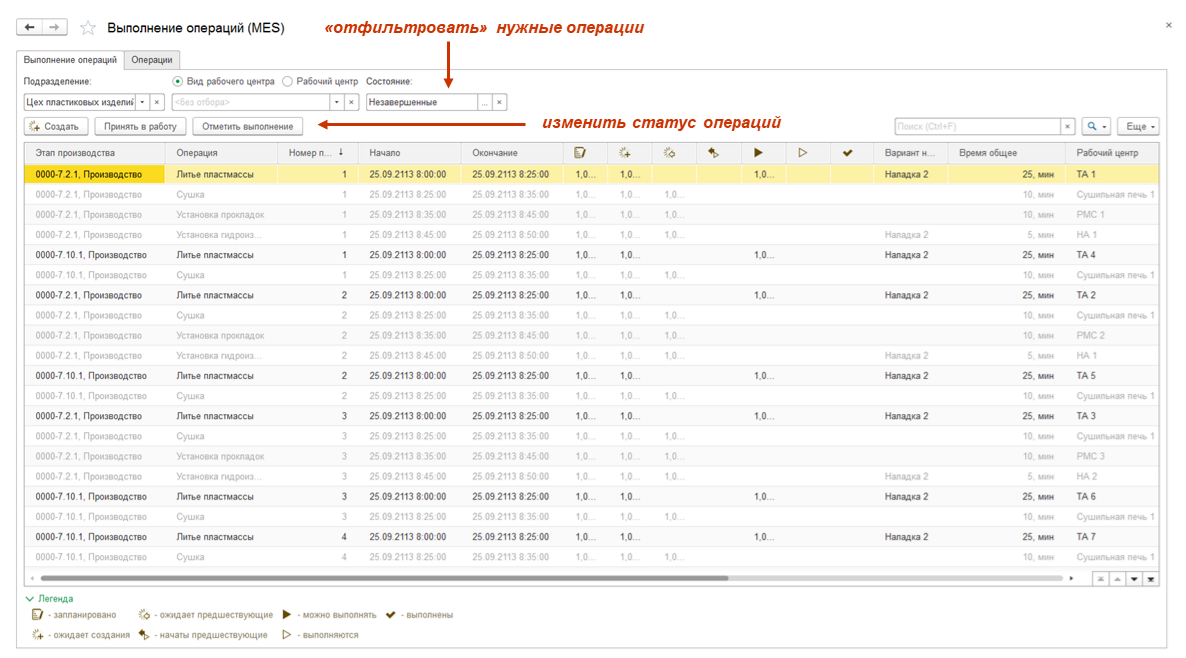
- Выполнение операций в цехе (уровень цехового управления)
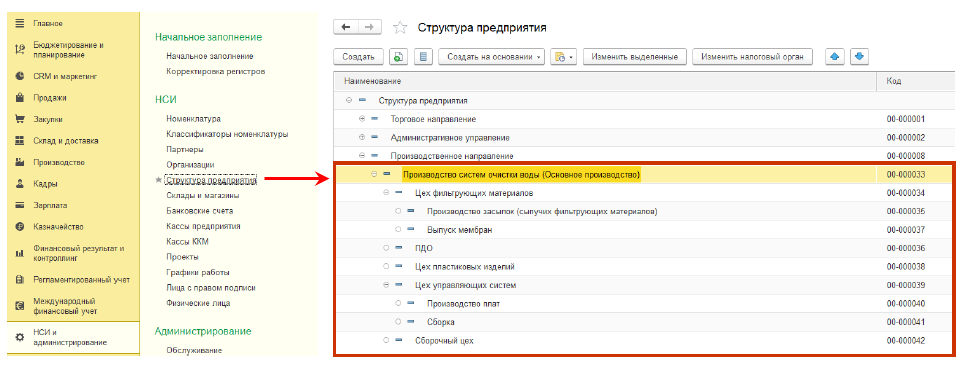
Настройка производственных подразделений
В компании выделено 4 цеха : цех пластиковых изделий, цех фильтрующих материалов, цех управляющих систем и сборочный цех.- Цех пластиковых изделий выпускает стандартные изделия из пластика (емкости, крепежи, корпуса и т.д.).
- Цех управляющих систем выпускает блоки управления. Состоит из 2х участков: производство плат и их сборка.
- Цех фильтрующих материалов состоит из 2х участков: выпуск мембран и засыпок.
- Сборочный цех выпускает станции очистки воды.
Настройка рабочих центров
В 1С:ERP есть понятия вид рабочего центра (ВРЦ) и рабочий центр (РЦ):
- Вид рабочих центров - группа из нескольких взаимозаменяемых рабочих центров, способных выполнить технологическую операцию с требуемым качеством, но возможно с разной производительностью.
- Рабочий центр - конкретный станок, оборудование, место и т.п.
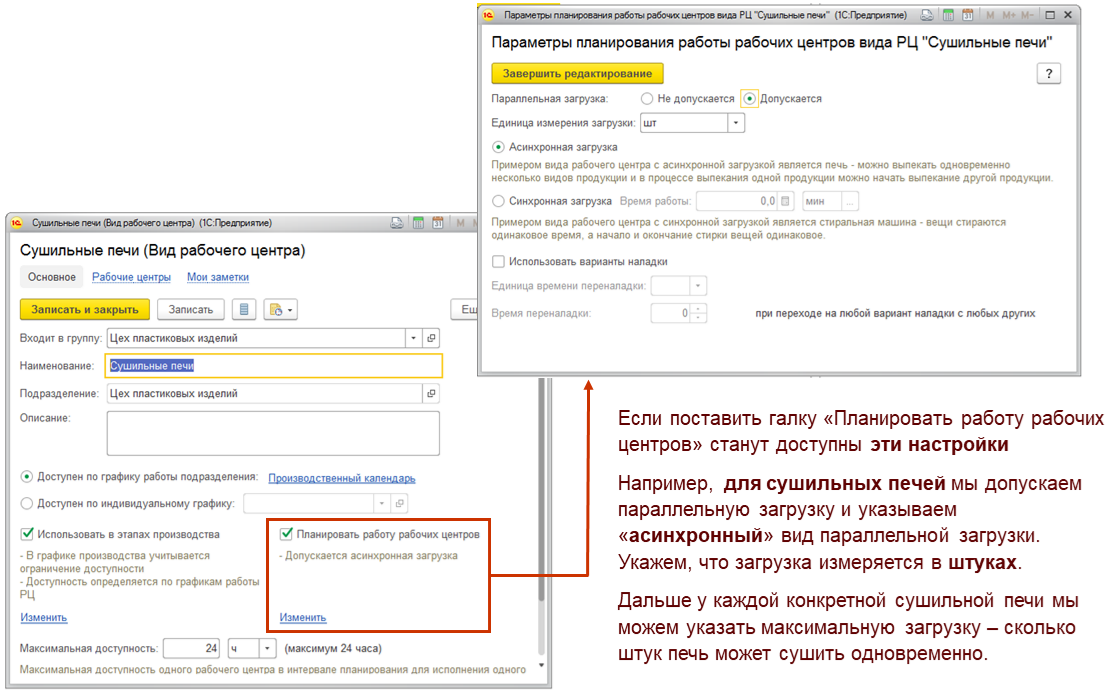
У рабочих центров есть параметры, которые нужно настроить. Эти параметры будут влиять в дальнейшем на построение расписания в MES.
Например, для сушильных печей мы допускаем параллельную загрузку и указываем «синхронный» вид параллельной загрузки. Укажем, что загрузка измеряется в штуках. Дальше у каждой конкретной сушильной печи мы можем указать максимальную загрузку - сколько штук печь может сушить одновременно.
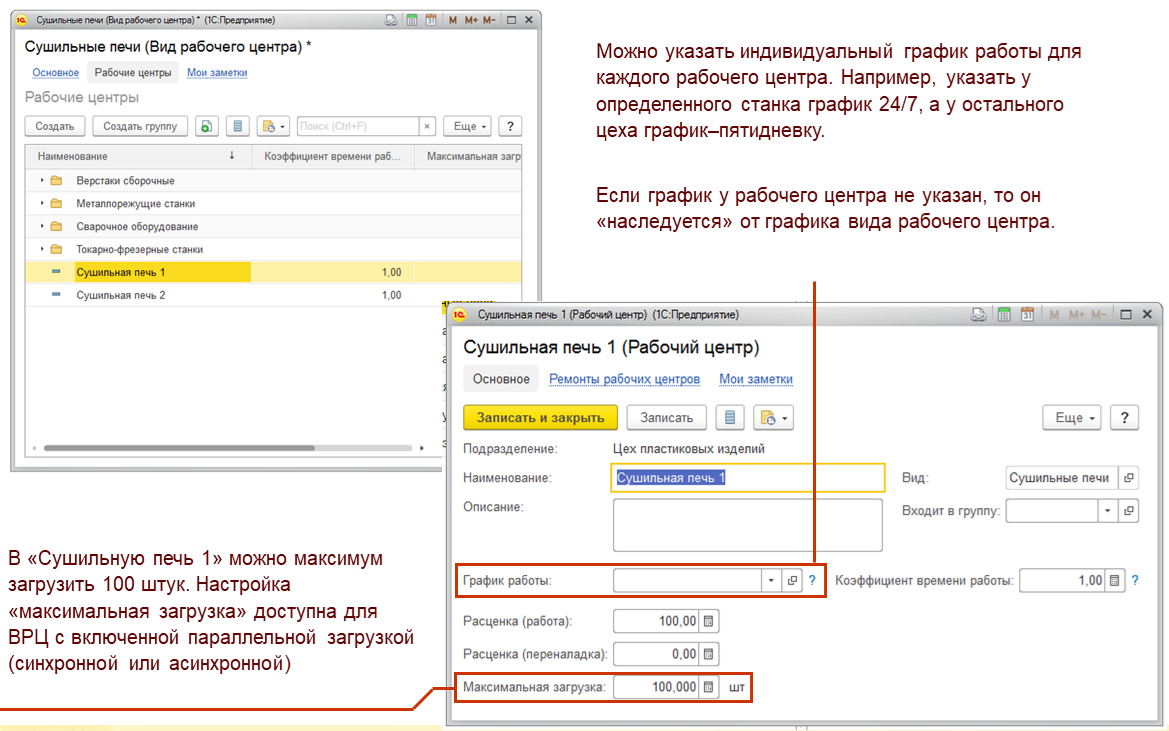
Можно указать индивидуальный график работы для каждого рабочего центра. Например, указать у определенного станка график 24/7, а у остального цеха график пятидневку. Если график у рабочего центра не указан, то он «наследуется» от графика вида рабочего центра.
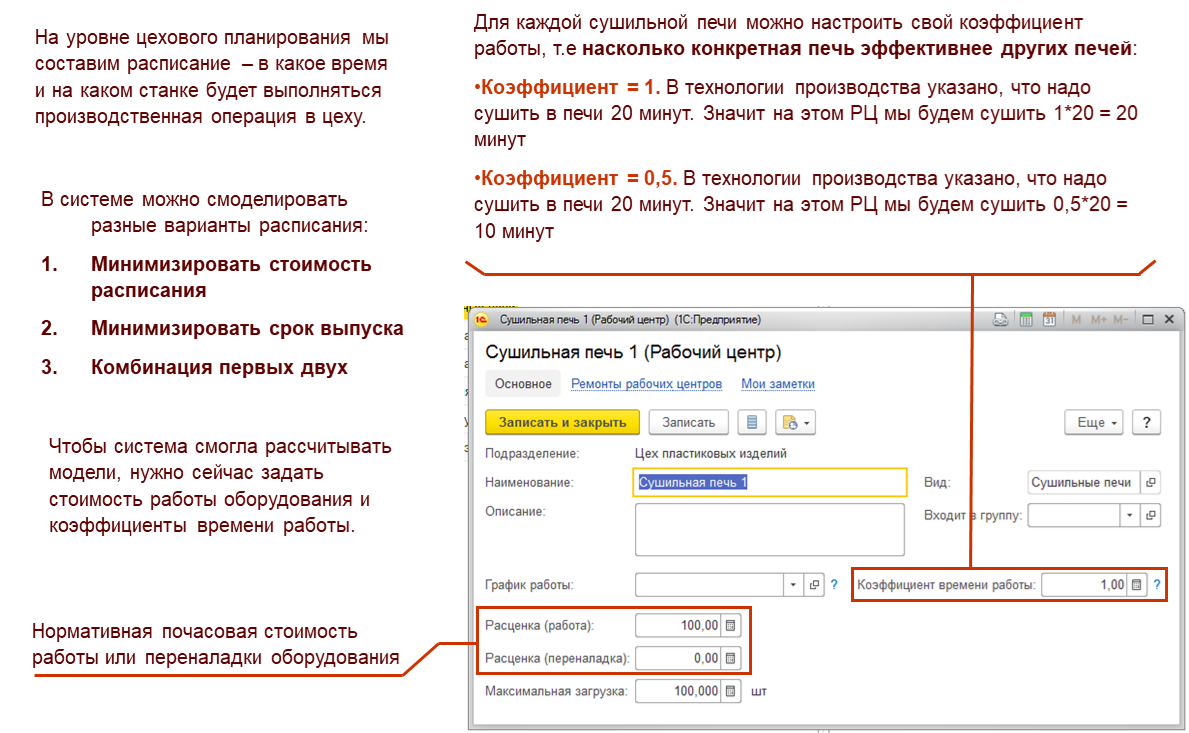
На уровне цехового планирования мы будем составлять расписание - в какое время и на каком станке будет выполняться производственная операция в цеху. В MES-системе можно смоделировать разные варианты расписания:
- Минимизировать стоимость расписания
- Минимизировать срок выпуска
- Комбинация первых двух
Чтобы система смогла рассчитывать модели, нужно сейчас задать стоимость работы оборудования и коэффициенты времени работы:
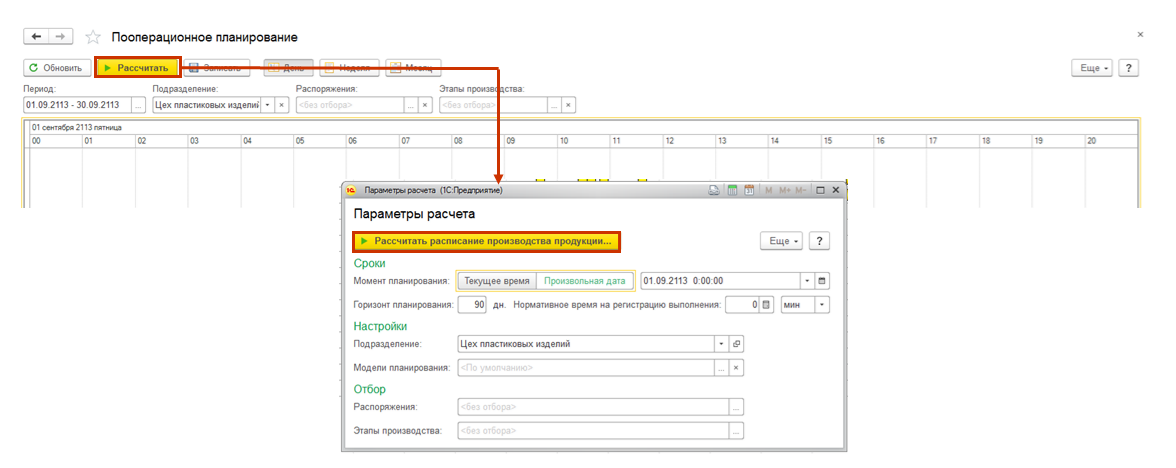
Расчет расписания выполнения операций
Для внутрицехового управления есть два рабочих места: «Пооперационное планирование» и «Выполнение операций MES». Расписание для цехов рассчитывается в рабочем месте «Пооперационное планирование».
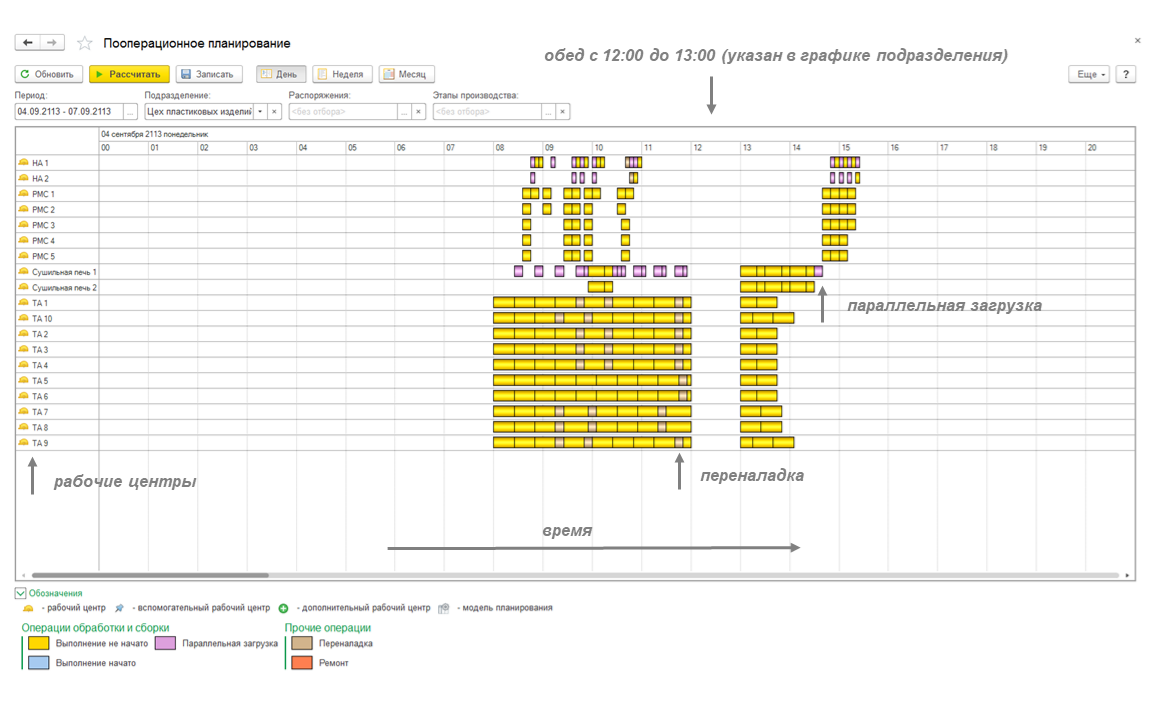
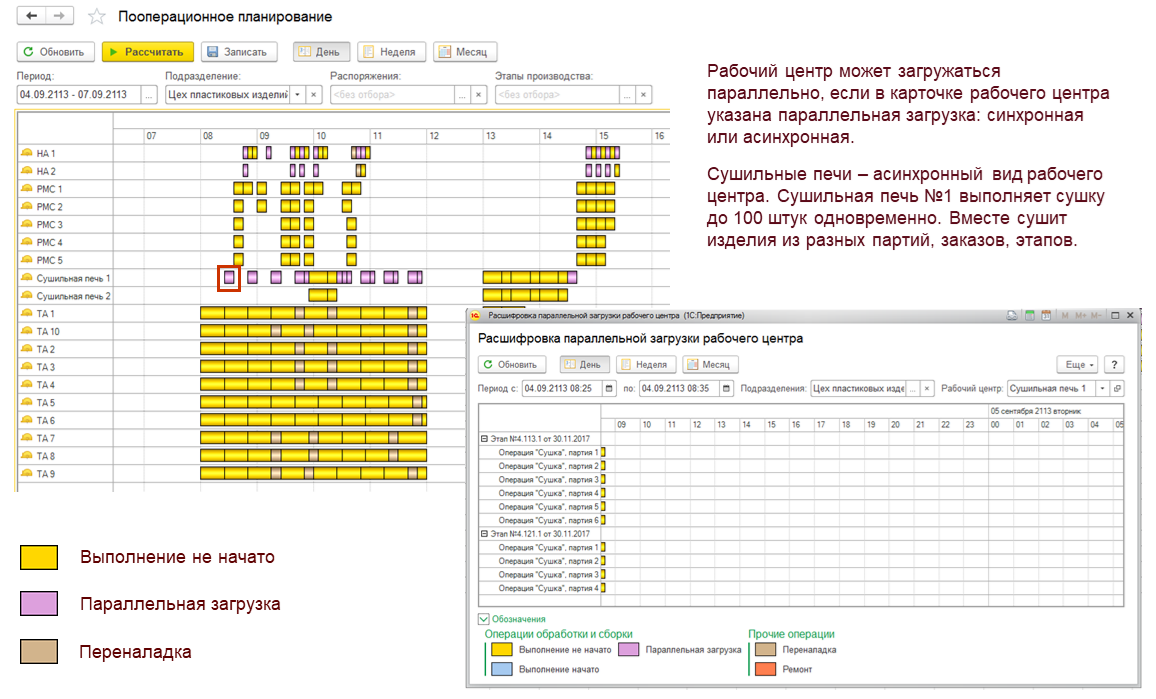
Рабочий центр может загружаться параллельно, если в карточке рабочего центра указана параллельная загрузка: синхронная или асинхронная. Сушильные печи - асинхронный вид рабочего центра. Сушильная печь №1 выполняет сушку до 100 штук одновременно. Вместе сушит изделия из разных партий, заказов, этапов.
Примеры расчета простых расписаний в MES
Влияние количества рабочих центров
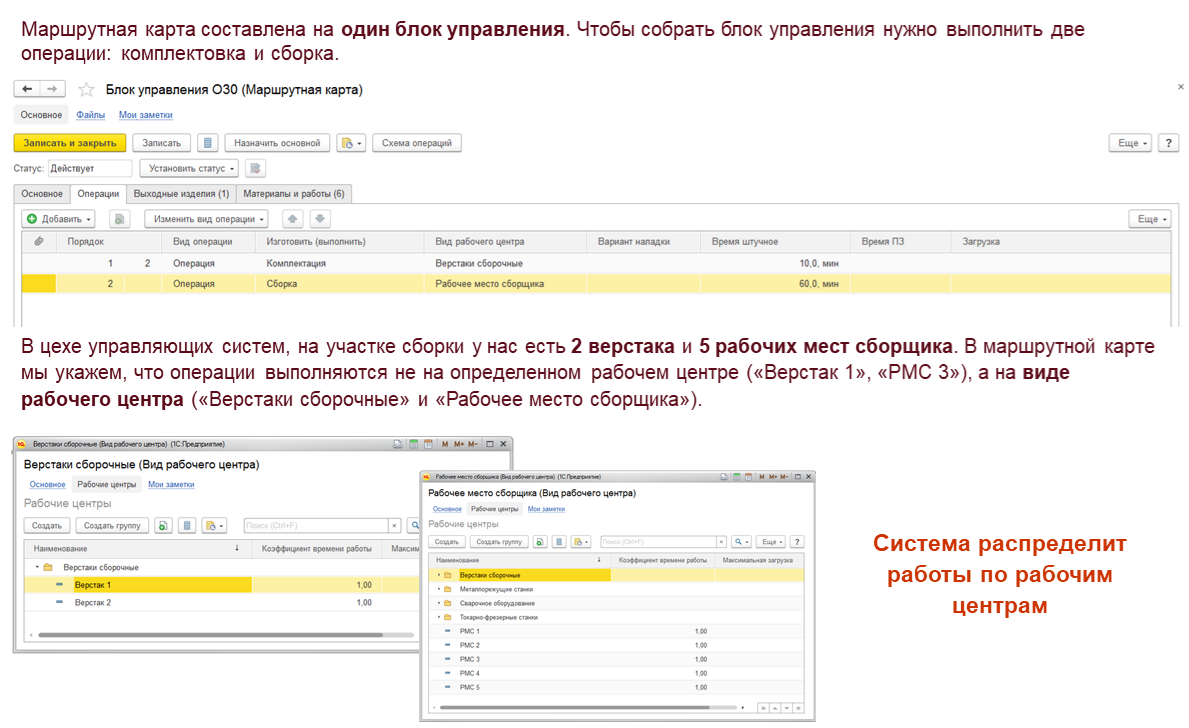
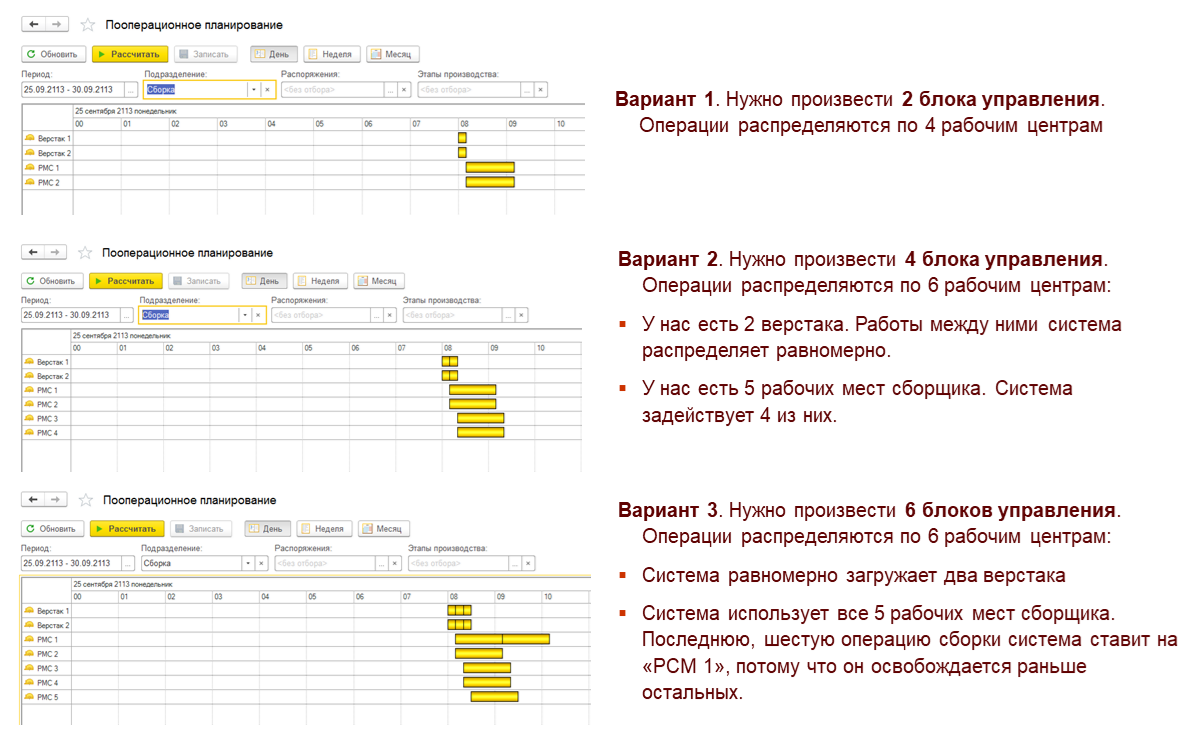
Разберемся как влияют на расписание количество рабочих центров. Маршрутная карта составлена на один блок управления . Чтобы собрать блок управления нужно выполнить две операции: комплектовка и сборка. Операции выполняются на верстаке и рабочем месте сборщика.
В цехе управляющих систем, на участке сборки у нас есть 2 верстака и 5 рабочих мест сборщика . В маршрутной карте мы укажем, что операции выполняются не на определенном рабочем центре («Верстак 1», «РМС 3»), а на виде рабочего центра («Верстаки сборочные» и «Рабочее место сборщика»).
Система распределит работы по рабочим центрам:
Максимальная загрузка «параллельного» рабочего центра
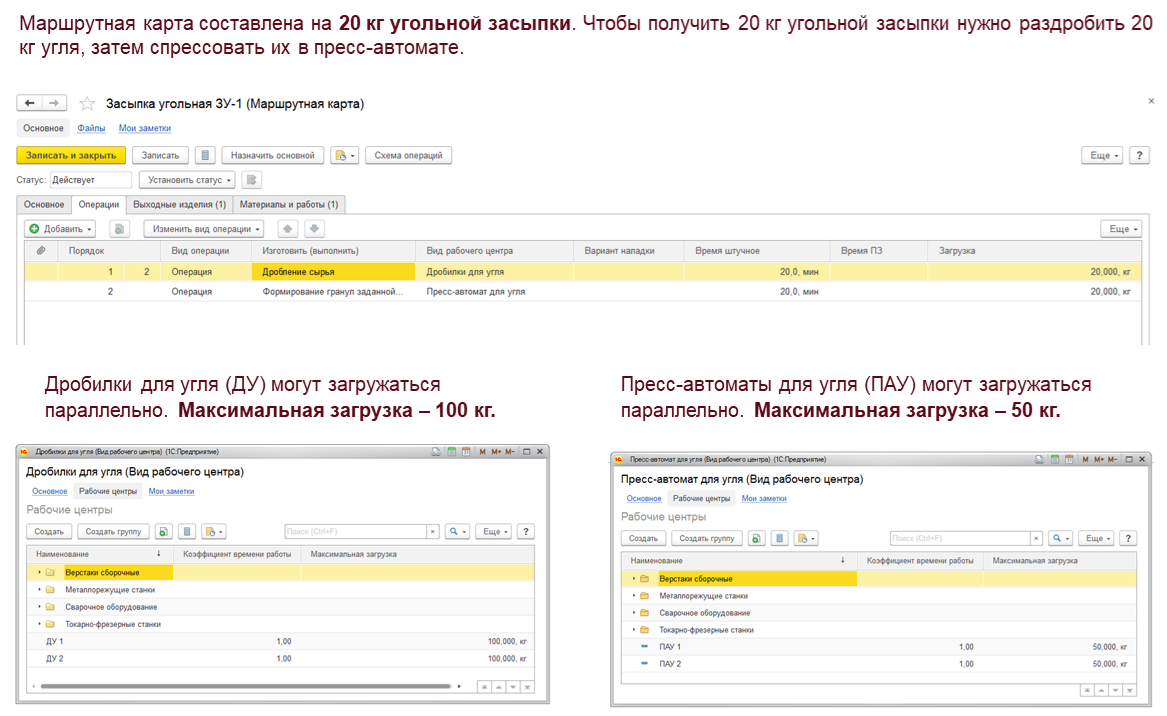
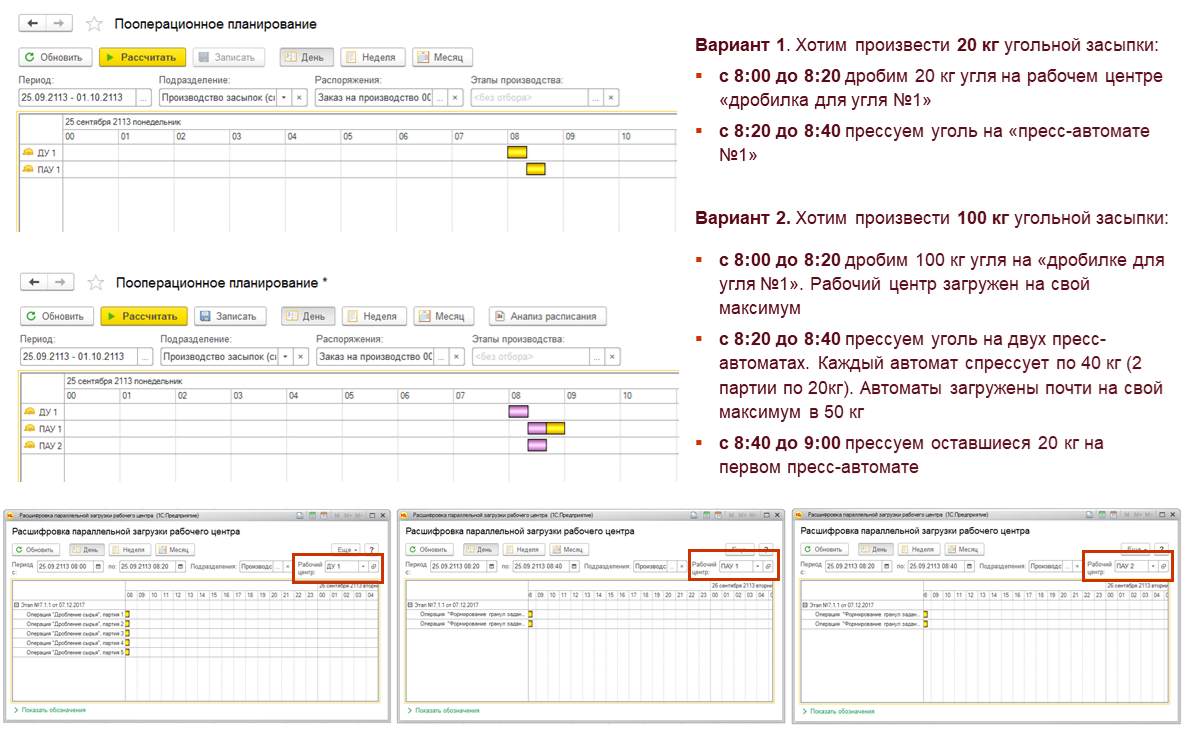
Разберемся как влияет на расписание максимальная загрузка параллельного рабочего центра. Маршрутная карта составлена на 20 кг угольной засыпки . Чтобы получить 20 кг угольной засыпки нужно раздробить 20 кг угля, затем спрессовать их в пресс автомате.
Дробилки для угля (ДУ) могут загружаться параллельно. Максимальная загрузка 100 кг. Пресс автоматы для угля (ПАУ) могут загружаться параллельно. Максимальная загрузка 50 кг.
Размер передаточной партии
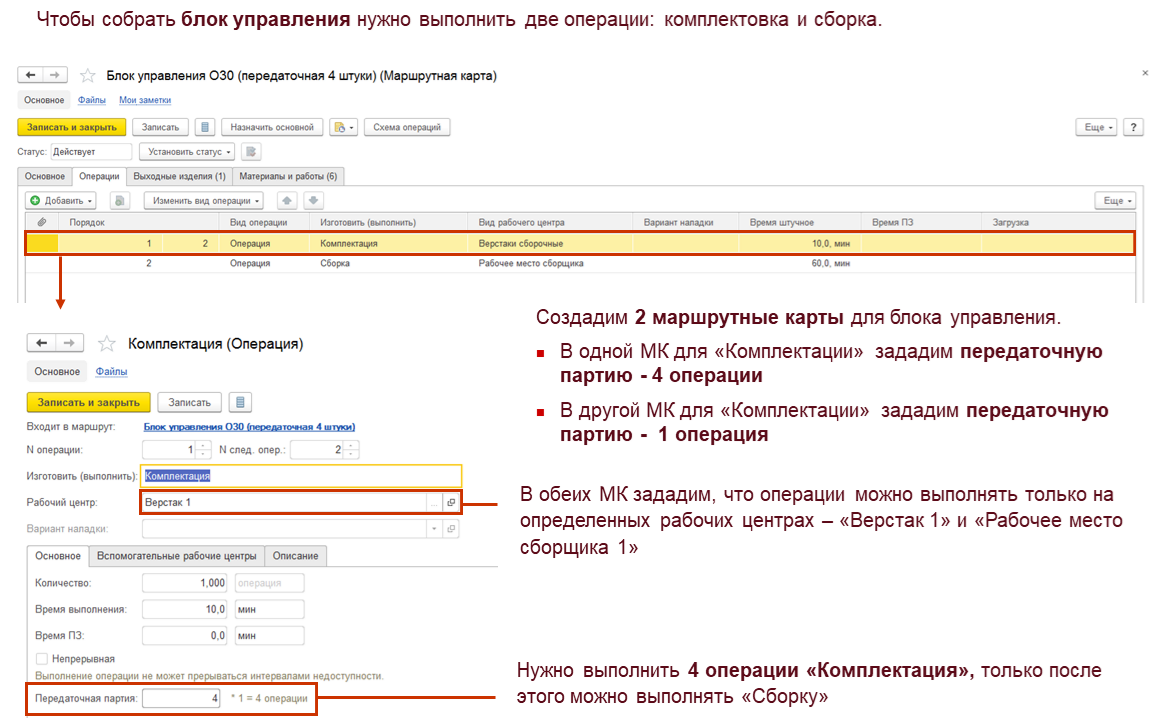
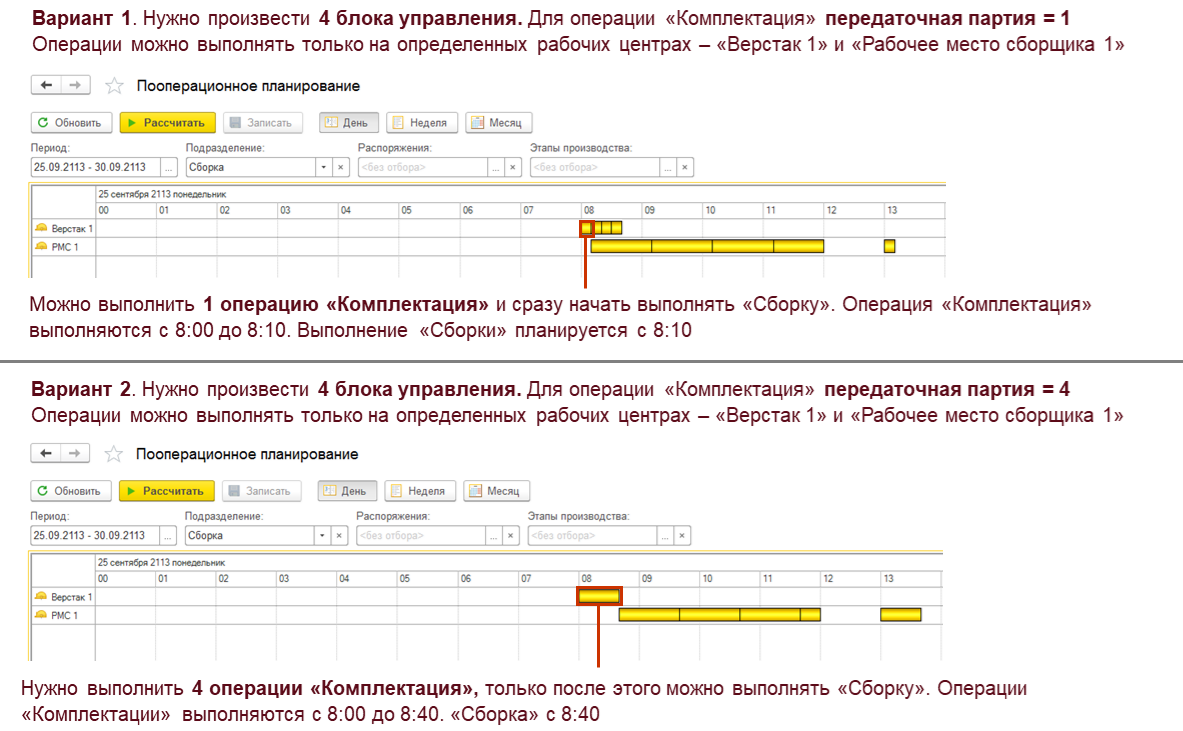
Разберемся как влияет на расписание размер передаточной партии. Чтобы собрать блок управления нужно выполнить две операции: комплектовка и сборка. Создадим 2 маршрутные карты для блока управления:
- В одной маршрутной карте для «Комплектации» зададим передаточную партию 4 операции. Т.е. нужно выполнить 4 операции «Комплектация», только после этого можно выполнять «Сборку».
- В другой маршрутной карте для «Комплектации» зададим передаточную партию 1 операция
В обеих маршртуных картах зададим, что операции можно выполнять только на определенных рабочих центрах «Верстак 1» и «Рабочее место сборщика 1».
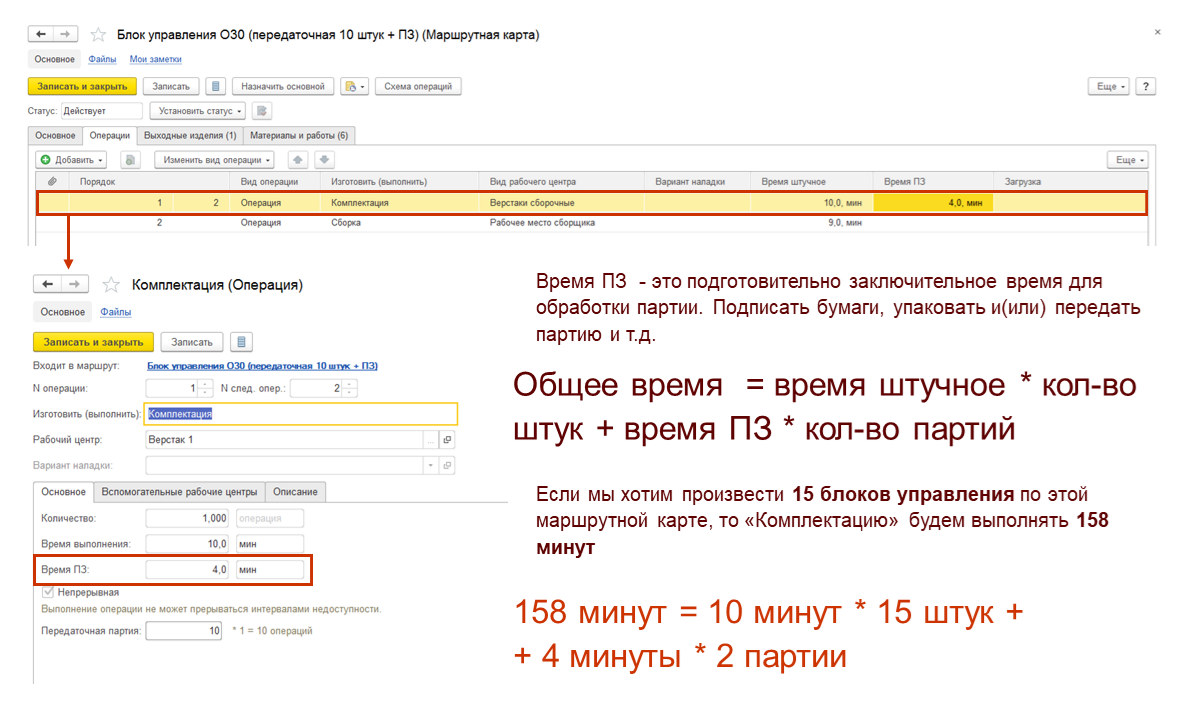
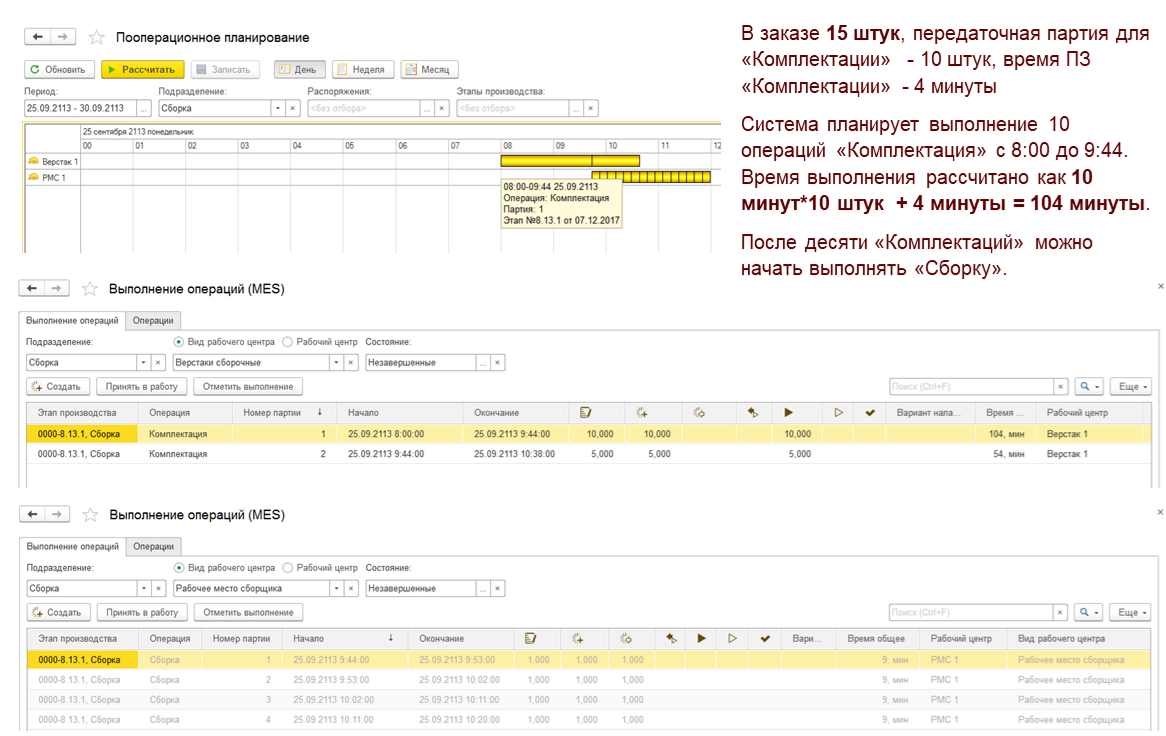
Подготовительно заключительное время выполнение операции
Разберемся как влияет на расписание время ПЗ. Время ПЗ - это подготовительно заключительное время для обработки партии. Подписать бумаги, упаковать и(или) передать партию и т.д. Общее время = время штучное * кол-во штук + время ПЗ * кол-во партий.
Переналадка оборудования
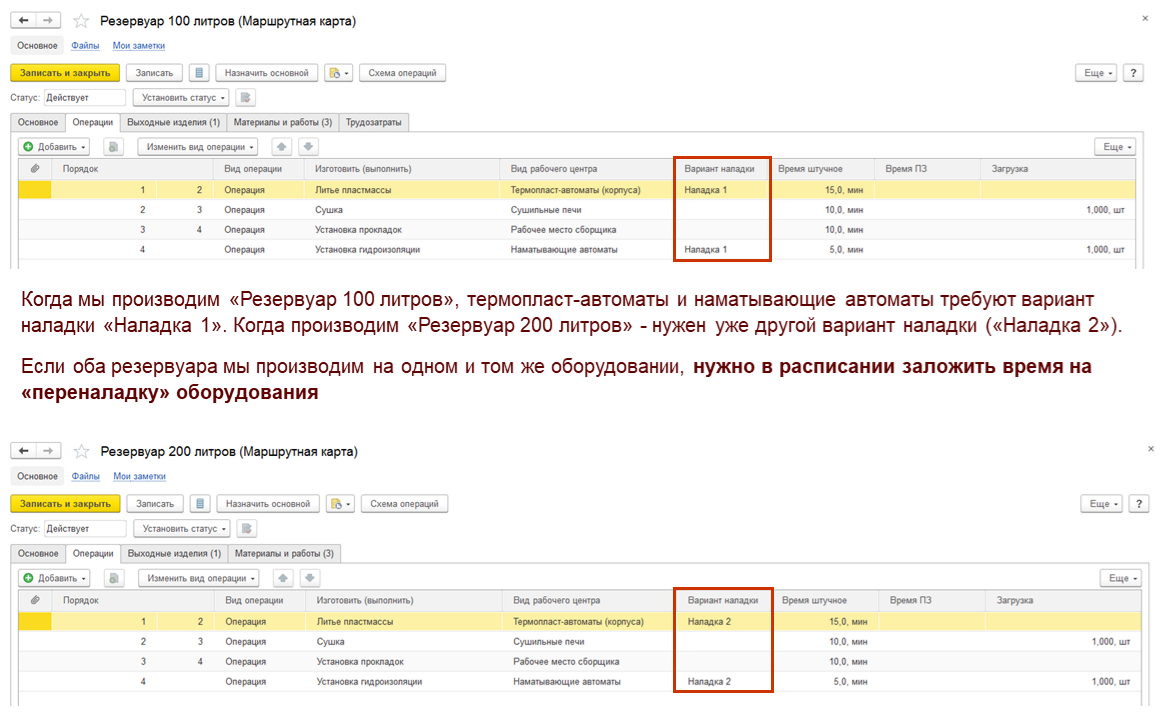
Разберемся как влияет на расписание необходимость переналадки оборудования. У вида рабочего центра есть настройка «Использовать варианты наладки ». Если ее включить, можно задать время на «перенастройку» («переналадку» оборудования). Например, чтобы перенастроить термопласт автомат с литья пластмассы для «Резервуаров 100 литров» на «Резервуары 200 литров» потребуется переналадка 10 минут. Чтобы перенастроить наматывающий автомат с намотки гидроизоляции для «Резервуара 100 литров» на «Резервуар 200 литров» потребуется переналадка 5 минут.
Когда мы производим «Резервуар 100 литров», термопласт автоматы и наматывающие автоматы требуют вариант наладки «Наладка 1». Когда производим «Резервуар 200 литров» нужен уже другой вариант наладки («Наладка 2»). Если оба резервуара мы производим на одном и том же оборудовании, нужно в расписании заложить время на «переналадку» оборудования.
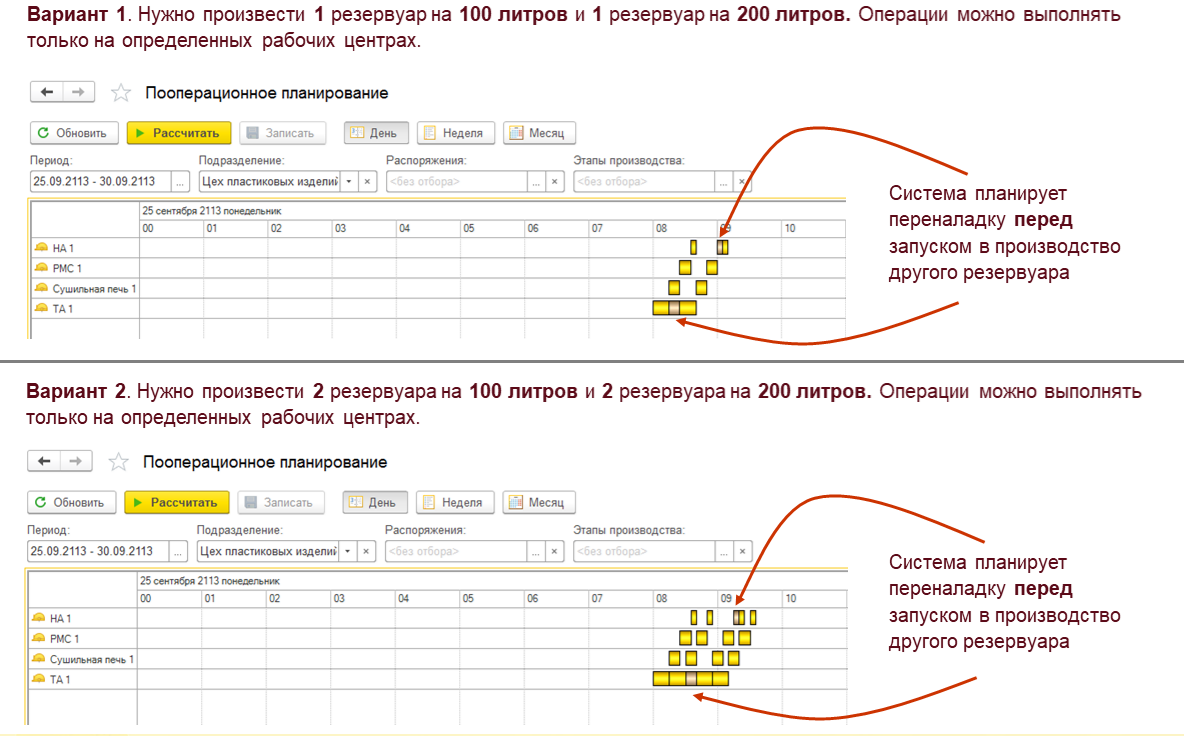
В итоге расписание выглядит следующим образом: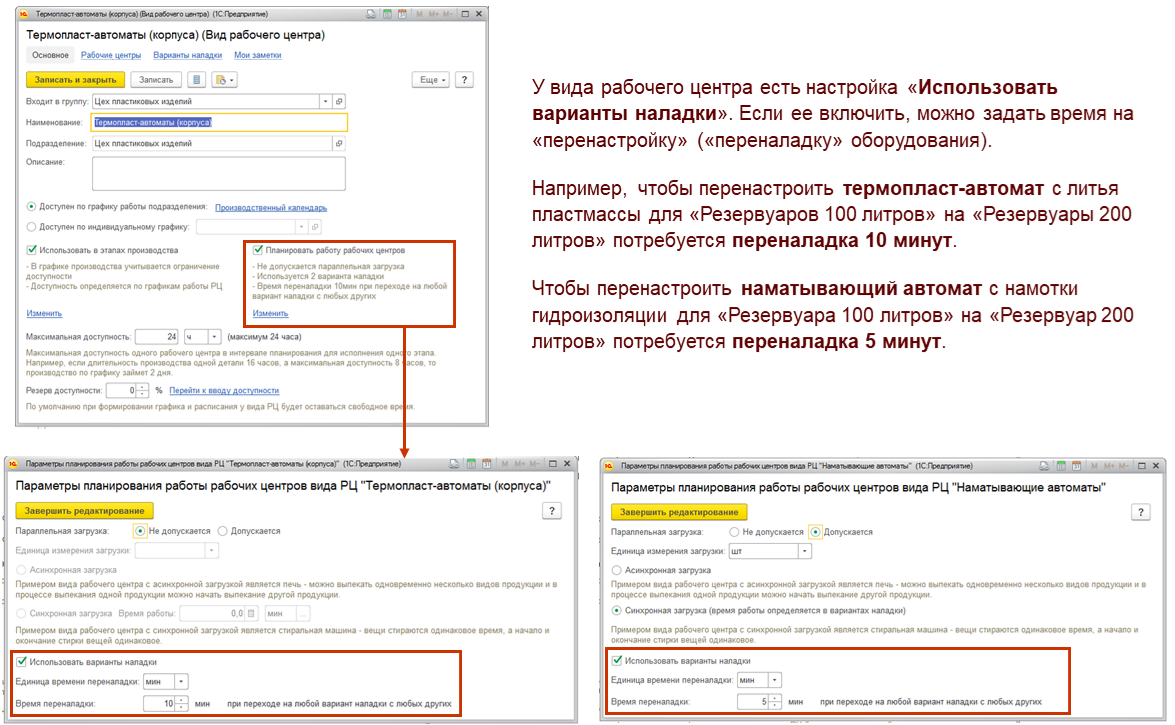
«Скорость» рабочего центра
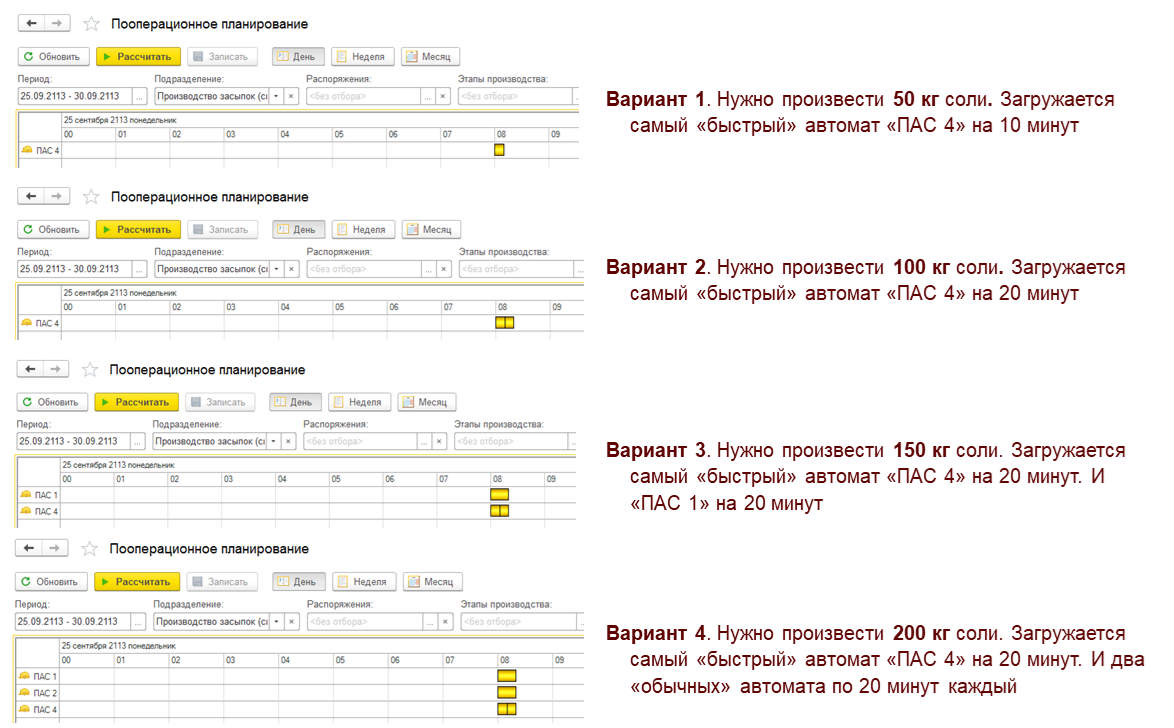
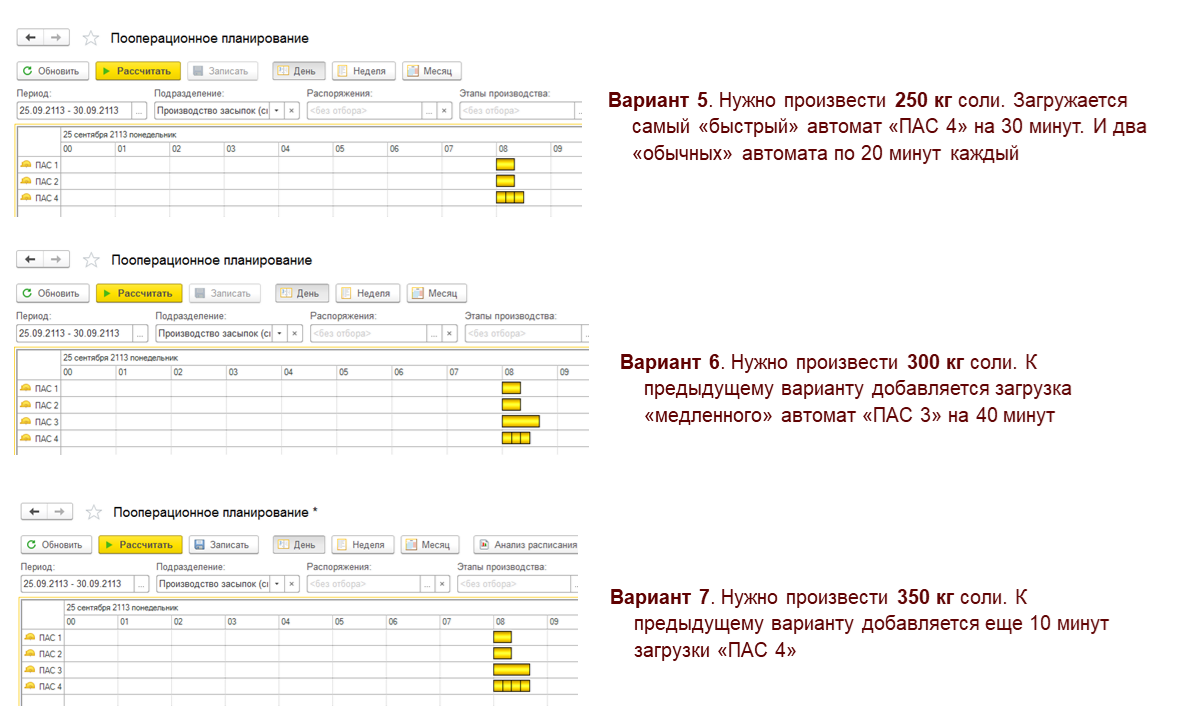
Разберемся как влияет на расписание коэффициент времени работы. Чтобы получить 50 кг прессованной соли нужно выполнить одну операцию на пресс-автомате. Операция выполняется 20 минут и загружает пресс-автомат на максимум (максимальная загрузка всех пресс-автоматов для соли – 50 кг)
У нас есть 4 пресс-автомата для соли. Каждый пресс-автомат имеет свой «коэффициент времени работы» - с разной скоростью выполняет одну и ту же операцию. Операция «Формирование гранул заданной величины» будет выполнена:
- За 20 минут на «ПАС 1» и «ПАС 2»
- За 40 минут на «ПАС 3»
- За 10 минут на «ПАС 4»
Модели планирования
Параметры модели пооперационного планирования влияют на итоговое расписание. Параметров всего два: критерий оптимизации и способ загрузки. Критерий оптимизации определяет что наиболее важно при составлении расписания: низкая стоимость расписания или быстрый выпуск продукта.
Способы загрузки:
- Максимизировать загрузку единицы оборудования - система будет стремиться загрузить минимальное количество рабочих центров данного вида, максимизируя загрузку отдельно взятой единицы оборудования.
- Загружать оборудование равномерно - система будет стремиться загрузить максимальное количество рабочих центров данного вида, обеспечив равномерную загрузку всего оборудования.
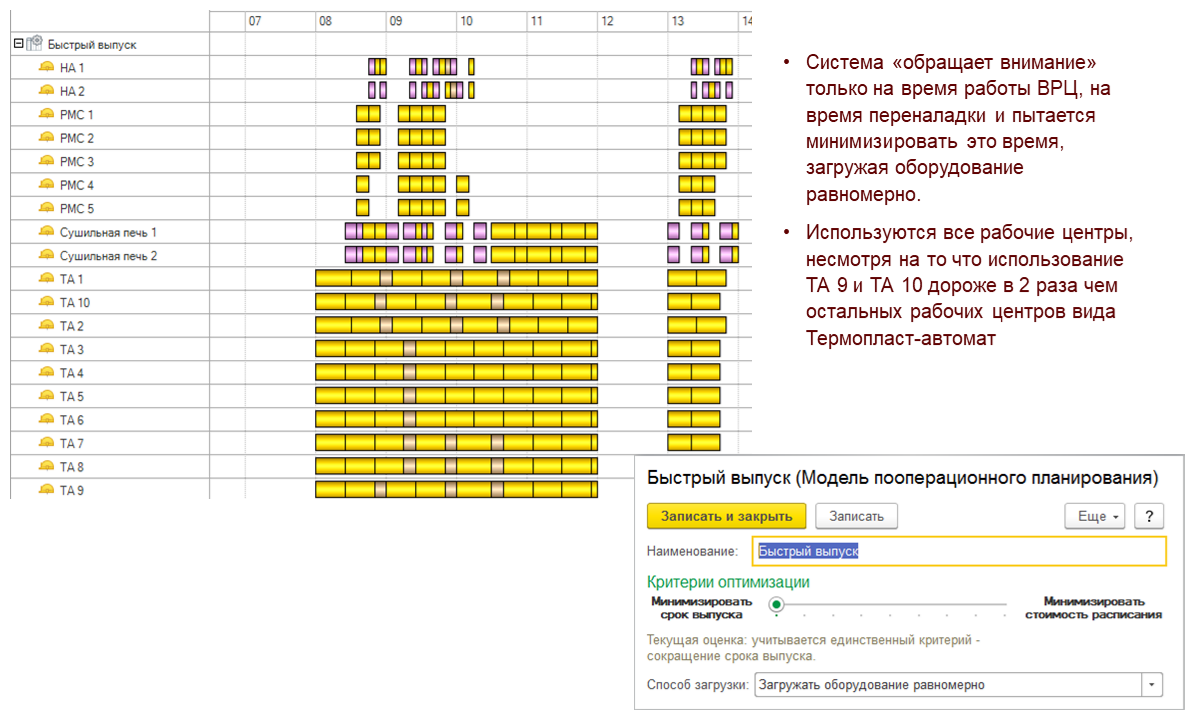
Модель планирования «Быстрый выпуск»
Система «обращает внимание» только на время работы ВРЦ, на время переналадки и пытается минимизировать это время, загружая оборудование равномерно. Используются все рабочие центры, несмотря на то что использование ТА 9 и ТА 10 дороже в 2 раза чем остальных рабочих центров вида Термопласт-автомат.
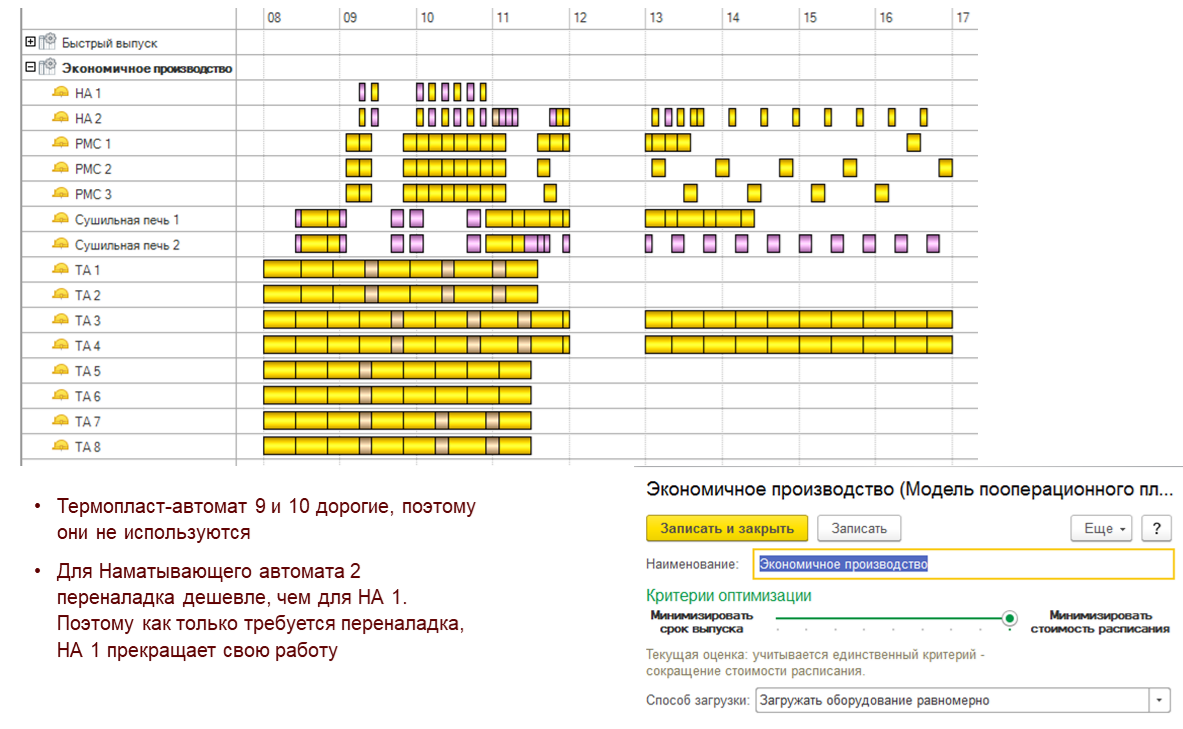
Модель планирования «Экономичное производство»
В расписании не используются "дорогие станки", или их использование минимизируется. Система выбирает станки с более дешевой переналадкой.
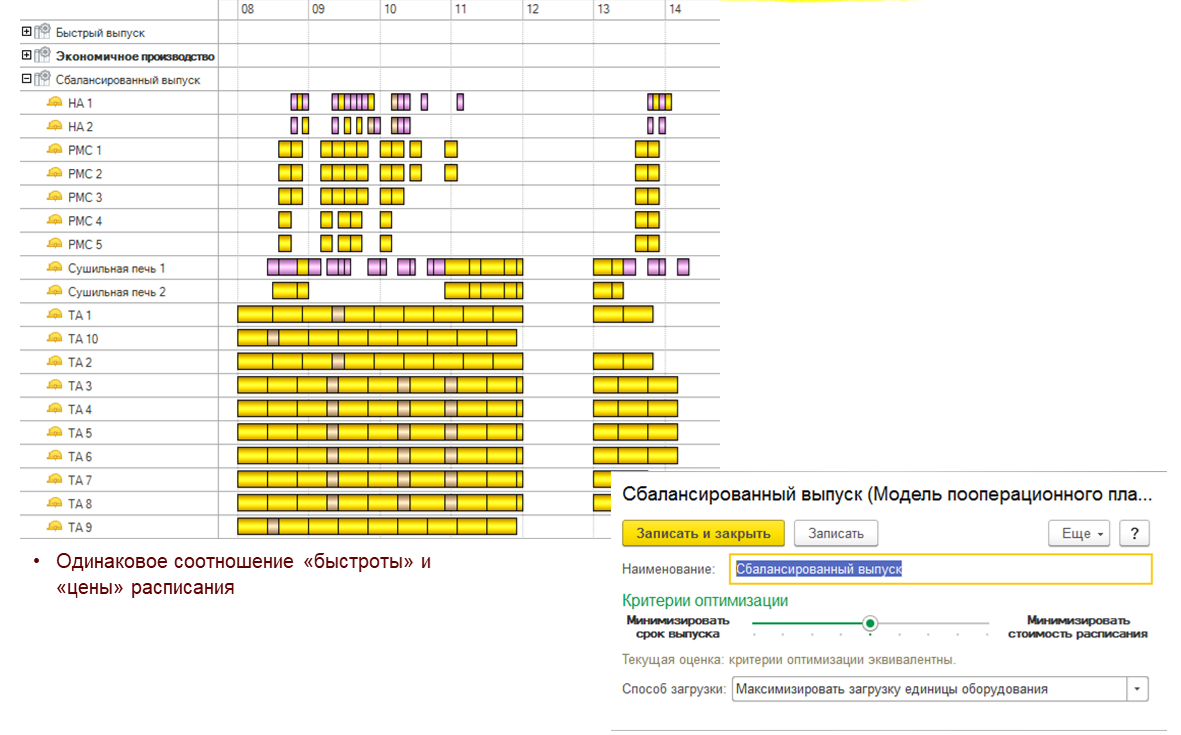
Модель планирования «Сбалансированный выпуск»
Одинаковое соотношение «быстроты» и «цены» расписания.


Комментарии
Здравствуйте, интересует вопрос, если мы выставили рц с одной нормой, но к примеру человек заболел и нужно отдать на другой рц, то соостветсвенно и норма будет другая. Как в таком случае планировать загрузку?
Добрый день.
Подскажите пожалуйста можно ли построении расписания выполнить настройку таким образом чтобы например операция №2 и операция №3 одного производственного процесса выполнялась параллельно (но на разных РЦ)? Т.е. в начале выполняется операция №1, а после ее выполнения запускаются одновременно операции №2 и №3?
Спасибо.
Доброго времени суток.
Подскажите, пожалуйста, ..... где и как можно настроить параметры готовности рабочего центра от факта присутствия сотрудников, работающего или обслуживающих данный центр?
То бишь рабочий центр мы с Вами описали как-то вот с позиции того, что он - "РОБОТ". А ведь его готовность и производительность, и .... многое другое зависит от наличия ЖИВЫХ сотрудников (наладчиков, операторов, сборщиков, литейщиков, термистов и пр. и пр.)!
Где и как решена данная проблема?!
Это можно сделать через вспомогательные рабочие центры, где можно прописать работника. Например термопластов 10 а работников 5, система будет учитывать это ограничение и планировать работу только на 5 РЦ, также во вспомогательные РЦ можно занести прессформы.