Как не «зашиться» при росте производства? Компания «Починковские колбасы» столкнулась с этим вопросом в момент расширения — и нашла решение в автоматизации. Перед строительством нового цеха предприятие полностью пересмотрело систему учета, перейдя с ведения производства в электронных таблицах на «1С:Комплексную автоматизацию» с индивидуальными разработками в ней. В результате — сокращение времени обработки заданий на 35%, снижение потерь сырья на 25% и рост производительности на 20%. Рассказываем, как удалось добиться таких показателей и почему собственная разработка блока производства оказалась эффективна.
О компании

Компания «Починковские колбасы» основана в 2004 году в городе Починок Смоленской области. Основное направление деятельности — производство мясных деликатесов и ремесленных колбас, изготовленных из натурального охлажденного сырья отечественных поставщиков.
За 21 год работы предприятие выросло из небольшого регионального цеха в современное, динамично развивающееся производство. Продукция компании представлена в более чем 300 торговых точках, включая собственную сеть магазинов.

Последние 10 лет стали периодом активного обновления и переосмысления: предприятие взяло курс на ремесленный формат, улучшило рецептуры и ассортимент, ориентируясь на натуральный состав и высокие стандарты качества.
Виктория Нозикова, коммерческий директор ООО «Починковские колбасы»: «В 2023 году компания взяла вектор на обильное развитие, мы запустили строительство нового цеха. Увеличение мощностей повлекло бы сложности в учете в нашей старой программе, поэтому было принято решение обратиться в компанию „Легасофт“, заказать продукт, прописанный под нужды предприятия, чтобы более четко учитывать и расходы на строительство, и производственные издержки и даже элементарно вести более четко документооборот с нашими покупателями.»
До автоматизации: ручной учет и неуправляемые потери
К моменту начала проекта предприятие «Починковские колбасы» выпускало десятки наименований колбас и мясных деликатесов, но ключевые производственные процессы оставались полуавтоматизированными.
- Учет этапов производства велся вручную в Excel, что занимало часы и часто приводило к ошибкам.
- Бумажные бланки терялись или «застревали на этапе расшифровки почерка».
- Отчеты по выпуску собирались «вручную» в Excel из разных источников и не отражали фактическую картину.
- Потери сырья фиксировались приблизительно, без возможности точного анализа причин.
- Информация о ходе производства доходила до руководства с опозданием.
Перед нами стояли следующие задачи автоматизации:
- Организовать поэтапное планирование производства — в разрезе этапов и конечной продукции с учетом выпуска полуфабрикатов, с возможностью контролировать выполнение плана в реальном времени. Руководитель производства должен видеть текущее состояние каждого этапа без поиска данных вручную.
- Автоматизировать расчет потребности в сырье и выдачу заданий кладовщикам, с учетом наличия размороженного и замороженного сырья. Важно было учесть, что сначала в работу должно уйти охлажденное сырье, только потом размораживается новое. Но при том, важно понимать, что процесс разморозки мог занимать до суток.
- Разграничить зоны ответственности сотрудников — создать отдельные рабочие места для кладовщика на производстве, кладовщика по специям, начальника производства и мастеров по этапам (фаршесоставитель, формовщик, специалист), не «засоряя» рабочие пространства пользователей лишней информацией.
- Обеспечить простоту и интуитивность интерфейса. Программа должна быть понятна цеховым сотрудникам без инструкций: минимум действий, максимум автоматизации. Если кратко: «Закатили куттер на весы, информация попала в 1С, укатили».
Как мы реализовали проект
После успешной автоматизации операторов, отгрузки и логистики в 1С:Комплексной автоматизации, мы перешли к самому сложному — учету производства.
Функционал отраслевых программ нам не подходил, а 1C:ERP все равно требовала доработок, поэтому было принято смелое решение: создать собственный блок производства для 1С:Комплексная автоматизация.
Мы разработали группу автоматизированных рабочих мест (АРМов), в которых наглядно отражаются только нужные сотруднику данные:
- АРМ начальника производства — утверждение плана с заданиями и монитор выполнения.
- АРМ по этапам производства — фаршесоставление, формовка, добавление специй, термообработка).
- АРМ дефрост/разделка.
- АРМ упаковки.
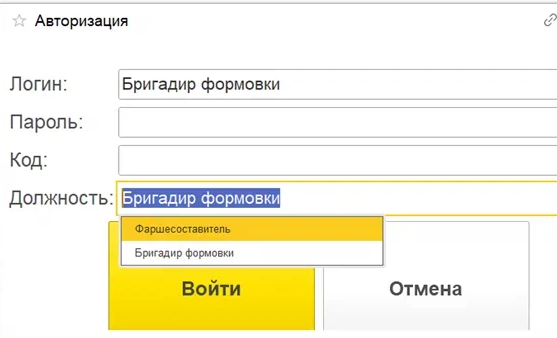
Каждый АРМ показывает только то, что нужно конкретному сотруднику. Учет ведется по ролям, права доступа разграничены, при необходимости сотрудник может совмещать несколько должностей.
Необходимо было обеспечить возможность нажать на сенсорный экран «хоть носом, хоть костяшкой пальца», поэтому кнопки крупные, очень сложно промахнуться.
Планирование производства
Рабочий день начальника производства начинается с формирования плана заданий сотрудникам. Система автоматически предлагает объем выпуска на основании плана производства, заявок и остатков материалов. Руководитель может как прислушаться к рекомендациям программы, так и, руководствуясь своими выводами, указать иное количество к выпуску.
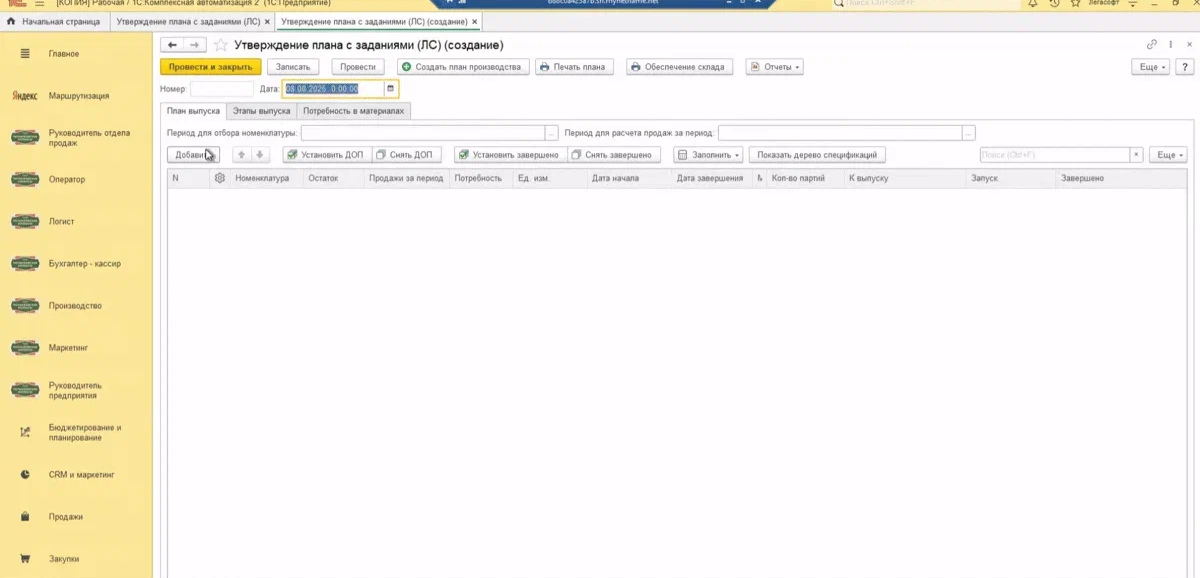
После того как введено количество готовой продукции, программа автоматически распределяет этапы и назначает исполнителей. Эта информация далее пойдет в АРМы ответственных.
После утверждения заданий начальник производства получает информацию о ходе производства в едином окне. При этом основной сигнал — «система светофора». Те этапы, которые ожидают начала, подсвечиваются желтым, те, которые завершены — зеленым. Если этап пока нельзя начать вовсе (в отличие от параллельных), он просто «погашен» и выделен серым. Подобная система цветов прослеживается во всех АРМах и позволяет быстро понять, можно ли начинать работу или необходимо дождаться окончания предыдущих работ.
Информация о ходе производства в едином окне. Этапы, ожидающие начала, подсвечены желтым.
Расчет потребности в сырье
Для каждого этапа производства определяется потребность в материалах — программа показывает, какие материалы и полуфабрикаты нужно передать на следующий этап, разделив их на группы (мясное сырье, специи, оболочка и тд). А также определяет состав и количество полуфабрикатов и ответственного за его перемещение на следующий этап, затрагивая также и логистику на территории цехов.
Потребность в материалах рассчитывается автоматически.
Практика показала, что схема передачи на следующий этап может различаться: в одних случаях продукцию передает сотрудник, завершивший операцию, в других — материал забирает исполнитель следующего участка. Это усложнило задачу, но мы вынесли в настройки, должна ли осуществляться передача далее или этап завершается на выполнении операции. У пользователя, который должен отразить операцию перемещения, активируется кнопка «Переместить» в АРМе. При нажатии на нее программа автоматически создает документ перемещения в кладовую цеха, где будет производиться следующий этап. Если же операция не перемещена, программа не позволит выполнить следующий этап.
В АРМах ввели две основные вкладки — «К получению» и «К выпуску (перемещению)».
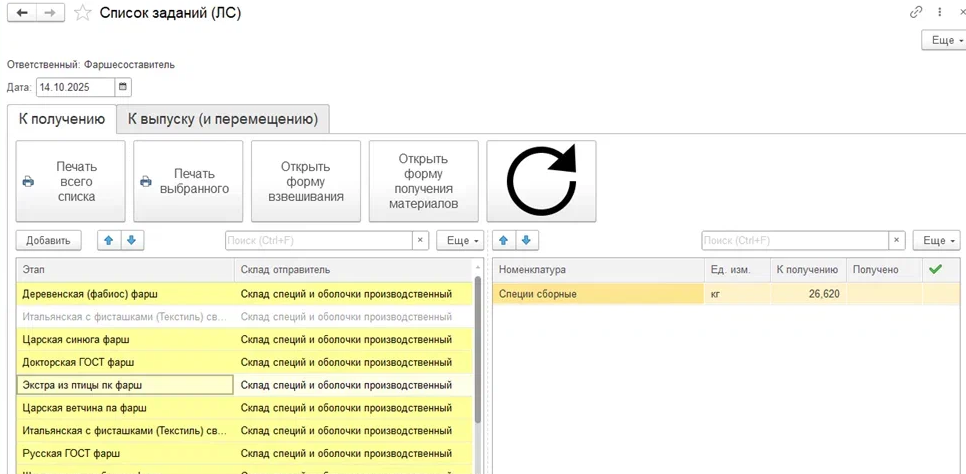
На примере видно, что для выполнения задания необходимо получить специи с указанием склада получения.
Причем есть продукция, для которой на некоторых этапах операции могут объединяться. Программа также позволит это сделать. К примеру, заготовка фарша для некоторых видов колбас может быть общей до момента добавления специй.
Но пока не получены материалы для операции, все позиции к выпуску запрещены. То есть мы не можем оформить выпуск до того, как положили материалы в будущий полуфабрикат.
При этом, мастер может не только получить материалы на складе, но и по договоренности сходить в цех, где завершили прошлый этап, и забрать нужные полуфабрикаты. Тогда уже он сам нажмет кнопку «Переместить» в своем АРМ. Программа сама подскажет пользователю, что нужно сейчас сделать.
Если перемещение не требуется, программа выдаст предупреждение.

Учет весовых и штучных материалов
На производстве используется как весовое, так и штучное сырье. Для каждой позиции в системе задан соответствующий тип учета — при выборе номенклатуры автоматически открывается нужная форма: взвешивание или штучный ввод.
При работе с весовыми материалами пользователь устанавливает тару на весы и выбирает номенклатуру. Для исключения ошибок этот шаг можно выполнять через сканирование штрихкода как самого материала, так и тары. Вес тары автоматически подставляется из карточки, после чего система рассчитывает вес нетто.
Если ингредиенты добавляются последовательно в одну емкость (например, при составлении фарша), программа фиксирует промежуточные значения и не позволяет нарушить последовательность. Контрольным показателем служит общий вес смеси, который сверяется с нормативом.
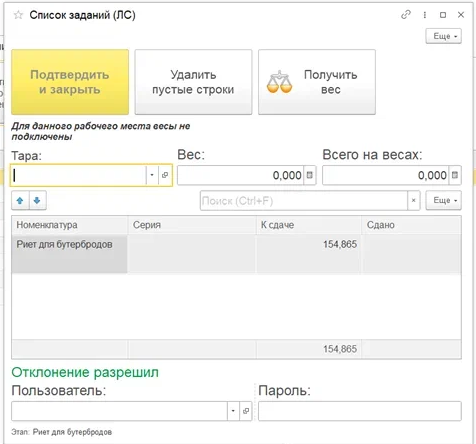
Система не позволяет перейти к следующему этапу, если зафиксированный вес выходит за допустимые пределы потерь. При необходимости отклонение может быть принято только сотрудником с соответствующими правами — через авторизацию в блоке «Отклонение разрешил». Это обеспечивает строгий контроль и исключает человеческий фактор.
АРМ разделки и дефроста
В «АРМ разделки и дефроста» программа позволяет по спецификации разделить, к примеру, тушку цыпленка и отследить соответствие выхода нормативу. Ключевое преимущество — система фиксирует, от какого поставщика поступило сырье, что позволяет анализировать качество поставок. В отчетах видно, у какой партии при разделке остается больше жира или обрезков, а при дефросте — какой процент влаги теряется при разморозке. В результате удалось повысить качество исходного сырья, сотрудничая только с определенными поставщиками.
Программа позволяет по спецификации разделить тушку цыпленка и отследить соответствие выхода нормативу.
Виктория Нозикова, коммерческий директор ООО «Починковские колбасы»:
«Мы автоматизировали участки разделки и дефроста — там раньше наблюдались значительные потери. Теперь процесс полностью прозрачен: система фиксирует все операции, и мы видим, где возникают отклонения. Дополнительно внедрили серийный учет — при инвентаризации можно точно определить, из какой партии и от какого поставщика поступило сырье. Такая прослеживаемость раньше была невозможна.»
АРМ упаковки
«АРМ упаковки» отвечает за финальный этап. Сюда попадает готовая продукция, но еще не упакованная. Пользователь может разделить продукцию на разные варианты упаковки — половинки и целые — колбаса и деликатесы, чипсы по 0,3, 0,5, 1 кг. Здесь же видны остатки по разным позициям и разным вариантам упаковок, что помогает сделать выбор. Например, делить на половинки батоны колбасы необходимости нет, так как запас еще позволяет. Такая гибкость на этапе упаковки позволяет учитывать текущие заказы и оперативно реагировать на их изменения без перегрузки склада.
Результаты автоматизации
С помощью, на первый взгляд, простых алгоритмов и рабочих мест, нам удалось создать полноценную систему учета процессов производства, которая обеспечила прослеживаемость состояния выполнения этапов и минимизировала отклонения и потери в связи с человеческим фактором.
Планирование заданий на производство ранее велось в нескольких таблицах Excel и занимало вторую половину рабочего дня, а отражение факта выпуска собиралось из таблиц и проводилось в течение следующей ночи, чтобы предоставить данные к утру.
Сейчас по мере выполнения этапов и перемещений материалов и полуфабрикатов вся информация отражается в «Мониторе начальника производства». Нет необходимости собирать информацию в цеху, он знает, на каком этапе тот или иной заказ. При этом, дополнительный весовой контроль, контроль соответствия ресурсным спецификациям, отслеживание норм потерь на каждом этапе делают учет максимально достоверным.
Учет стал прозрачным, расчет строгим, а производительность выросла.
Эффект от автоматизации
- Полная прозрачность — руководитель видит статус каждого заказа в «Мониторе производства» без обходов по цеху.
- Прослеживаемость сырья — от поставщика до партии готовой продукции.
- Дисциплина — исключены случаи незарегистрированных операций и «потерянных» полуфабрикатов.
- Скорость обучения — интерфейсы понятны даже новым сотрудникам без опыта.
- Управление качеством — теперь видно, на каком участке или при каком поставщике возникают отклонения
Измеримые результаты
- На 35% сократилось время обработки заданий на производство.
- Потери сырья снизились на 25%, ошибки при взвешивании — на 40%.
- Производительность цеха выросла на 20%.
- Экономический эффект — рост прибыли на 20% за счет снижения потерь и ошибок.
Виктория Нозикова, коммерческий директор ООО «Починковские колбасы»:
 «Мы знали, что у нас будет строительство нового цеха, будет увеличение мощностей. И понимали, что, если мы мощности загрузим, увеличим продажи при том учете, который у нас был, мы зашьемся.
«Мы знали, что у нас будет строительство нового цеха, будет увеличение мощностей. И понимали, что, если мы мощности загрузим, увеличим продажи при том учете, который у нас был, мы зашьемся.
А теперь мы не боимся, если продажи у нас пойдут еще интенсивнее на новой мощности, то у нас уже все готово в плане учета и контроля денег, сырья и материалов, то есть. финансовый учет мы теперь можем грамотно выстроить в наше непростое время."
Работы по проекту выполнены компанией «ЛегаСофт».



