О чем статья?
В данной статье разбираются варианты расчета оптимальной партии для предприятия машиностроения. Возможно, вашему предприятию подойдет один из методов.
Предложенные формулы являются примером, разработанным для конкретного предприятия. Расчет размеров оптимальной партии в данном примере ведется с использованием данных, рассчитанных по 3 вариантам. Окончательно выбирается значение, которое оптимально соответствует параметрам по всем трем расчетам и учитывает ряд дополнительных условий.
Эта статья является частью большого материала по теме расчета оптимальной партии и оптимального производственного цикла:
Первый вариант расчета
Основан на расчетах оптимальной загрузки рабочих мест. Размер партии деталей определяется исходя из условия, что время обработки одной партии на рабочих местах механообработки не должно быть меньше смены или полусмены (кроме станков с ЧПУ). Причина – исключение частых переналадок рабочих мест, снижающих производительность труда рабочих и уменьшающих коэффициент использования производственных мощностей. Размер партии деталей определяется по формуле:
N = (0.5 / 1.0) * T * P/(100 * Тшт), где
- N – размер партии деталей;
- T – продолжительность рабочей смены;
- P – процент выполнения норм на данной операции;
- Тшт – норма штучного времени на данной операции/
При этом расчет размера партии деталей по этой формуле ведется для операции механообработки, имеющей минимальное штучное время. Главный фактор при расчете размера партии по этому варианту – производительность труда.
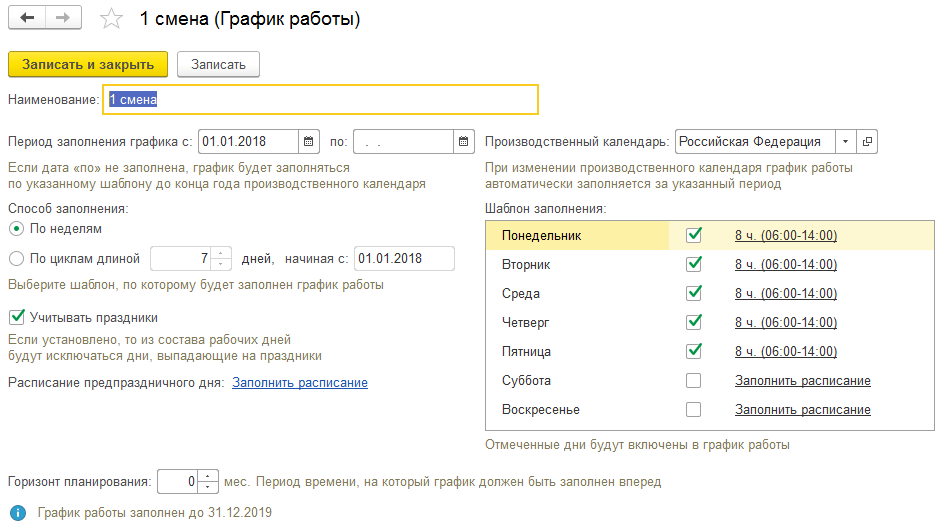
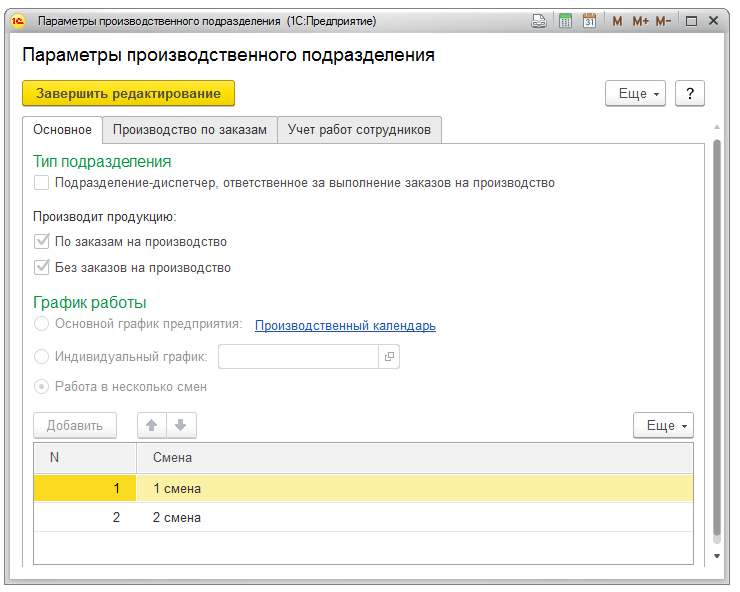
С помощью 1С:ERP можно собрать данные, необходимые для расчета по предложенной формуле. В системе возможен учет работ по сменам. Для этого в параметрах производственного подразделения нужно указать "Работа в несколько смен". Длительность каждой смены гибко настраивается.
Второй вариант расчета
Основан на использовании коэффициента, определяющего нормативную величину подготовительно-заключительного времени (ПЗВ) по отношению к штучному времени на партию. При этом варианте размер партии деталей определяется таким образом, чтобы доля ПЗВ по отношению к штучному времени на всю партию деталей не превышала установленного коэффициента или процента.
N = Tпз/(K * Tшт), где
- Тпз – подготовительно-заключительное время;
- К – коэффициент ПЗВ по отношению к штучному времени на партию деталей.
При этом варианте размер партии деталей рассчитывается для той операции, в которой отношение ПЗВ к штучному времени на операцию будет максимальным. Практически расчет можно вести по операции с наибольшим ПЗВ. Данный вариант ограничивает удельный вес ПЗВ в общем времени обработки детали.
В системе 1С:ERP понятия операции, предварительно-заключительного времени, штучного времени и т. д. связаны с управлением на уровне цеха, объектами системы – "Операция", "Маршрутная карта" и т. д.
В маршрутной карте заполняется последовательность операций, выполняемых в цехе. Для каждой операции можно указать штучное время выполнения, а также размер передаточной партии и предварительно-заключительное время для партии.
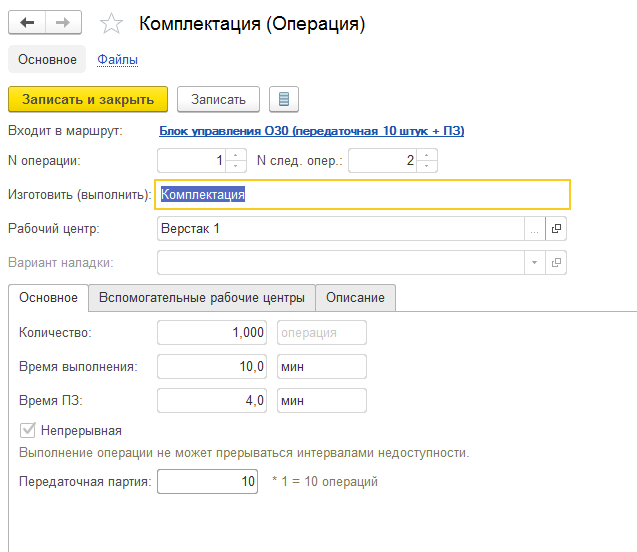
Одна из операций маршрутной карты в 1С:ERP
Третий вариант расчета
Основан на минимизации приведенных затрат на обработку деталей. Поскольку производительность труда и себестоимость при изготовлении деталей растут при увеличении размера партии, в то же время длительность производственного цикла и величина связанных средств в незавершенном производстве (НЗП) увеличиваются с увеличением размера партии, данный метод позволяет найти оптимальное соотношение между этими противоречивыми факторами. Размер оптимальной партии рассчитывается по формуле:
N = sqrt (Cз / (Ен * Нз)), где
- Сз – затраты на обработку одной детали, зависящие от размера партии деталей;
- Ен – норма эффективности дополнительных капитальных вложений;
- Нз – размер средств, связанных в незавершенном производстве и зависящих от размера партии деталей.
При определении размера оптимальной партии могут учитываться следующие дополнительные условия, связанные с фактическими особенностями технологии изготовления, реальными производственными заданиями на текущий период и некоторыми другими факторами:
- размер партии сравнивается со среднемесячным (среднеквартальным) производственным заданием для исключения дополнительных заделов НЗП;
- размер партии должен быть кратным стойкости технологического оснащения (оснастка, инструмент) при выполнении технологических операций, если его замена и дополнительная наладка не заложены в штучное время (Тшт);
- проверяется достаточность производственных и складских площадей для хранения деталей на рабочих местах и в кладовых производственных подразделений;
- размер партии должен обеспечивать ритмичную работу всех подразделений, задействованных в технологической цепочке изготовления детали, а также комплектную поставку продукции для сборочных (испытательных) цехов и участков;
- проверяется количество деталей при максимально возможной загрузке оборудования, а также фактический производственный цикл при выполнении некоторых операций, время на выполнение которых не имеет прямой зависимости от трудоемкости выполнения работ основных производственных рабочих, например: операции термообработки, гальванопокрытия, покраски деталей, транспортные операции и некоторые другие.
На основании полученного размера оптимальной партии рассчитывается производственный цикл ее изготовления (в рабочих днях). Длительность производственного цикла обработки партий деталей в рабочих днях определяется с использованием формулы, показанной на рисунке справа.
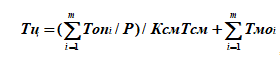
На основании полученного размера оптимальной партии рассчитывается производственный цикл ее изготовления (в рабочих днях). Длительность производственного цикла обработки партий деталей в рабочих днях определяется с использованием следующей формулы:
- Тц – длительность производственного цикла в днях;
- Топi – время на обработку партии при выполнения i-й операции в минутах;
- Р – коэффициент выполнения норм времени на i-й операции;
- m – число операций по технологии обработки детали;
- Ксм – число рабочих смен в сутки;
- Тсм – продолжительность смены в минутах;
- Тмоi – межоперационное время для i-й операции в рабочих днях.
Основная часть составляющих данной формулы известна, поэтому остановимся подробнее на переменных значениях.
Время на обработку партии деталей при выполнении технологических операций рассчитывается по одному из двух вариантов. Первый используется в случае, когда существует линейная зависимость между штучным временем на выполнение операции и длительностью обработки партии деталей (например, при операциях механообработки, контрольных и других). При этом варианте для расчета используется следующая формула:
Топ = N*Тшт +Тпз
Необходимо отметить, что для станков с ЧПУ время на наладку оборудования, ввод программы и т. д. включается в ПЗВ.
Второй вариант используется для операций, для которых не существует линейной зависимости между штучным временем и длительностью обработки партии деталей (например, операции термообработки, гальванопокрытия, покраски, транспортирования и др.). В этом случае время на обработку партии деталей считается по следующей формуле:
Топ = Кз*Тф + Те, где
- Тф – фактическое время на выполнение процесса обработки в минутах;
- Те – время на подготовку партии к процессу обработки (например, закладка деталей в печи для термообработки, ванные для гальванопокрытий и т. п.) в минутах;
- Кз – коэффициент, показывающий, сколько раз надо повторить процесс в конкретных условиях, чтобы обработать все партию деталей.
Коэффициент Кз определяется как целая часть отношения величины партии деталей и максимально возможного числа деталей, обрабатываемого за один раз в данном операционном процессе. При этом округление коэффициента необходимо выполнять в большую сторону до ближайшего целого числа.
Межоперационное время Тмо в общем случае состоит из двух частей: времени пролеживания партии деталей на рабочих местах и времени выполнения вспомогательных операций. На практике первая составляющая Тмо значительно больше второй, и поэтому межоперационное время определяется временем пролеживания, которое, в свою очередь, зависит от двух основных величин: трудоемкости (или времени) обработки партии деталей и общим числом деталеопераций, выполняемых на данном рабочем месте.
Формула для определения вероятного времени пролеживания для конкретного рабочего места достаточно сложна и не совсем удобна для использования, поэтому на практике обычно используют ее упрощенные варианты. Например, среднее время пролеживания для каждого рабочего места можно рассчитать по следующей формуле:
Тпр = (1 – 1/2Кдо)*Тср, где
- Тпр – среднее время пролеживания для данного рабочего места;
- Кдо – число деталеопераций, выполняемых на данном рабочем месте;
- Тср – среднее время обработки партий деталей на данном рабочем месте.
Очевидно, что при большом значении Кдо можно принимать среднее время пролеживания равным среднему времени обработки партий деталей на рабочем месте. Поскольку данное утверждение полностью подтверждается теоретическими выкладками и практикой статистических методов определения Тпр, можно считать предельное значение межоперационного времени равным величине среднего времени обработки партии деталей на данном рабочем месте. В практических расчетах обычно используют эмпирические зависимости, которые получены в результате статистических способов определения межоперационного времени (среднее значение от 0,25 до 1 рабочего дня).
В реальных расчетах процент выполнения норм принимается равным 100 % (или 1). Это связано с тем, что фактически отклонения от этой величины от норматива (с учетом рассчитанных допустимых отклонений) в большинстве случаев связаны с нарушением технологии обработки, неточностями в расчетах норм, возможностями конкретного работника (профессиональный уровень) и другими субъективными факторами, на которые невозможно опираться при решении задач планирования временных характеристик производственных процессов и тем более их оптимизации.
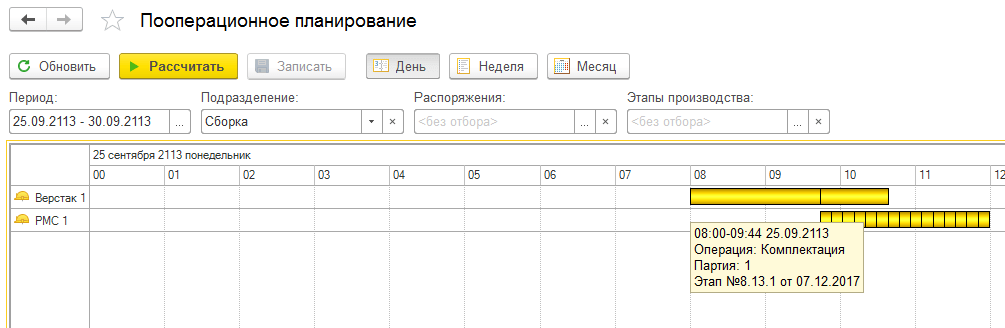
В 1С:ERP при расчете расписания выполнения операций в цехе время выполнения операции будет рассчитано по формуле:
Топ = N*Тшт +Тпз
Например, если в заказе 15 штук, то передаточная партия для «Комплектации» – 10 штук, время ПЗ «Комплектации» – 4 минуты. Система планирует выполнение 10 операций «Комплектация» с 8:00 до 9:44. Время выполнения рассчитано как 10 минут * 10 штук + 4 минуты = 104 минуты. После десяти «Комплектаций» можно начать выполнять следующую операцию «Сборка».

Комментарии